Руководства на все автомобили
1. Общие сведения
2. Общие требования к ремонту автомобиля
3. Эксплуатация и техническое обслуживание автомобиля
4. Бензиновые двигатели
4.0 Бензиновые двигатели
4.1. Снятие и установка силового агрегата
4.2. Разборка и сборка двигателя
4.3. Блок цилиндров
4.4. Шатунно-поршневая группа
4.5. Коленчатый вал и маховик
4.6. Механизм газораспределения
4.7. Головка блока цилиндров двигателей GA14DE и GA16DE
4.7.1 Головка блока цилиндров двигателей GA14DE и GA16DE
4.7.2 Снятие головки блока цилиндров
4.7.3 Установка головки блока цилиндров
4.7.4 Разборка, проверка технического состояния, ремонт и сборка головки блока цилиндровa
4.7.5 Проверка и регулировка зазоров в механизме привода клапанов
4.8. Головка блока цилиндров двигателя SR20DE
4.9. Система охлаждения
4.10. Система смазки
4.13. Комплексная система управления двигателем (КСУД)
5. Дизельные двигатели
6. Трансмиссия
7. Ходовая часть
8. Рулевое управление
9. Тормозная система
10. Электрооборудование
11. Кузов
12. Приложения
13. Схемы электро-оборудования
Ссылки на другие сайты
Автомобиль Nissan Almera (Ниссан Альмера)Все автомобили » Nissan Almera (Ниссан Альмера) . 4.7.4 Разборка, проверка технического состояния, ремонт и сборка головки блока цилиндровa4.7.3. Разборка, проверка технического состояния, ремонт и сборка головки блока цилиндровaУстановите головку блока цилиндров на подставку. Нанесите метки на снимаемые детали, чтобы правильно их установить при сборке. Снимите впускной трубопровод вместе с топливной магистралью. Отсоедините от головки трубопровод системы рециркуляции отработавших газов. Отсоедините выпускной коллектор, предварительно сняв с него термоизолирующий экран. Выньте регулировочные шайбы и толкатели. Снимите клапаны при помощи приспособления для сжатия пружин типа Facom U43LA и уложите для каждого клапана отдельно сухари, тарелку пружины, опорную шайбу. Очистите все детали. Снимите с направляющих втулок маслоотражающие колпачки. Для того чтобы убрать остатки прокладки с деталей из алюминиевого сплава, можно пользоваться шабером или другим острым инструментом. Однако действуйте осторожно, так как это может привести к повреждению поверхностей сопряжения. Предпочтительно пользоваться для этой цели химическим растворителем типа Loctite — Decaploc 88 или Decapjoint. Ремонт головки блока цилиндров требует специального оборудования, поэтому желательно проводить его в ремонтных мастерских. Осмотрите снятые детали, убедитесь в отсутствии трещин, сколов, значительного износа рабочей поверхности и других дефектов. Ниже даются указания по проверке технического состояния основных деталей головки блока цилиндров.Направляющие втулки клапанов
Запрессованы в головку блока цилиндров (рис. 2.31). Предусмотрены ремонтные втулки с увеличением наружным и уменьшенным внутренним диаметрами. Выпрессовка изношенных втулок осуществляется с помощью пресса и оправки. Предварительно разогрейте головку в масляной ванне до температуры 110—120° С. Затем расточите отверстия под втулку ремонтного размера. Запрессовку втулок в головку проводите также после ее нагрева до указанной температуры, после чего разверните внутреннее отверстие запрессованной втулки под диаметр стержня клапана. Клапаны
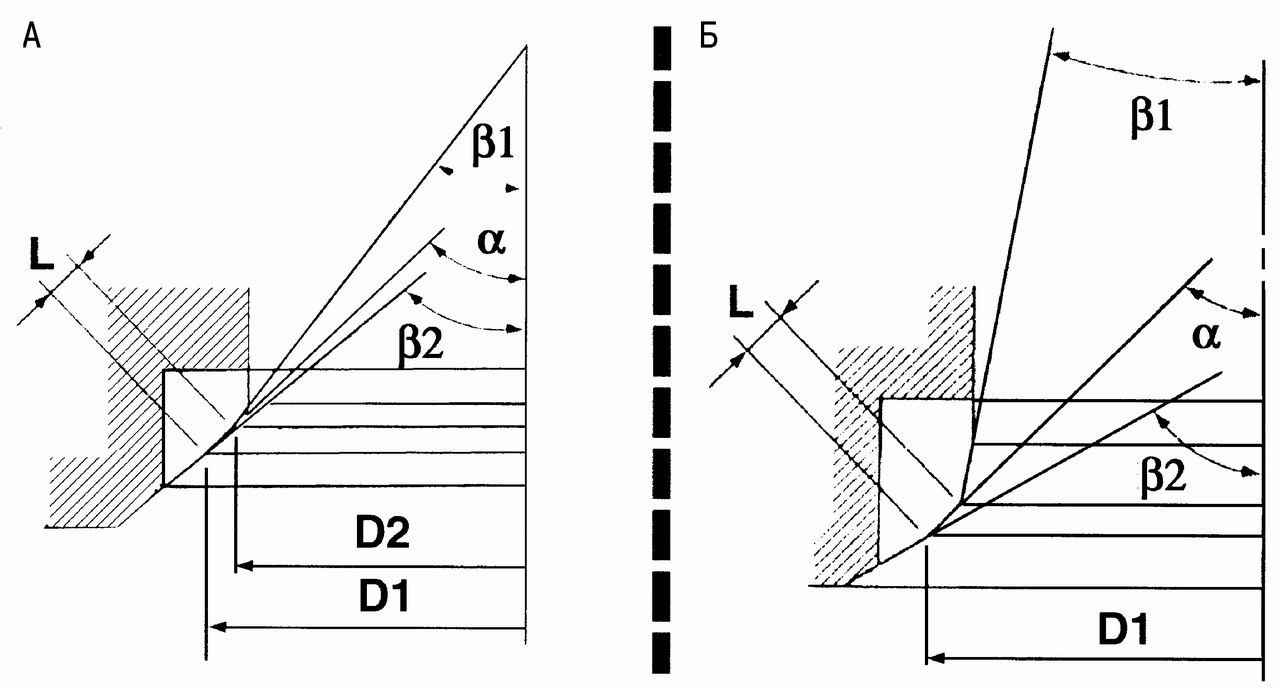
Зазор между стержнем клапана и направляющей втулкой не должен превышать допустимой величины. Так как клапаны ремонтных размеров не предусмотрены, заменять следует клапан и втулку в паре. Головку клапана шлифуйте и притирайте только в пределах размеров, указанных в табл. 2.6. После шлифования фасок тщательно очистите головку блока цилиндров и проверьте герметичность клапанов. Геометрические размеры клапана указаны на рис. 2.32. Седла клапанов
Запрессованы в головку блока цилиндров. Седла можно шлифовать в пределах размеров, указанных в табл. 2.5. Замену седел проводите после нагрева головки блока цилиндров в масляной ванне до температуры 110—120° С с использованием пресса и оправки. После шлифования фасок тщательно очистите головку блока цилиндров и проверьте герметичность седел. Геометрические размеры седел приведены на рис. 2.33. Таблица 2.5 Размерные характеристики седел клапанов двигателей GA14DE и GA16DE
Маслоотражательные колпачки Всегда подлежат замене при ремонте головки. Заменяйте их после снятия опорных шайб клапанов с помощью оправки. Пружины клапанов Проверьте угол отклонения витков пружины от оси. При скалывании защитного лака рекомендуется заменять пружины из-за возможности разрыва пружины при эксплуатации. Не очищайте пружины с применением бензина или трихлорэтилена, так как эти вещества могут растворять защитный лак. Толкатели Проверьте состояние поверхности и зазор между толкателями и стенками их гнезд. Осмотрите поверхность гнезд толкателей. В случае износа, превышающего допустимый, замените толкатели или головку блока цилиндров. Поверхность сопряжения головки с блоком цилиндров Если отклонение от плоскостности поверхности сопряжения головки блока цилиндров с блоком превышает 0,1 мм и распределительный вал свободно вращается, проведите шлифование головки блока цилиндров. Толщина снимаемого слоя металла не должна превышать 0,2 мм. В противном случае замените головку блока цилиндров. Распределительные валы и звездочки Осмотрите поверхность распределительных валов и их опор, обращая особое внимание на износ кулачков и шеек. Проверьте их геометрические размеры. При значительном отклонении замеряемых величин от допустимых замените вал или головку блока цилиндров. Проверьте радиальное и осевое биение валов и звездочек. Замените детали при значительном износе.
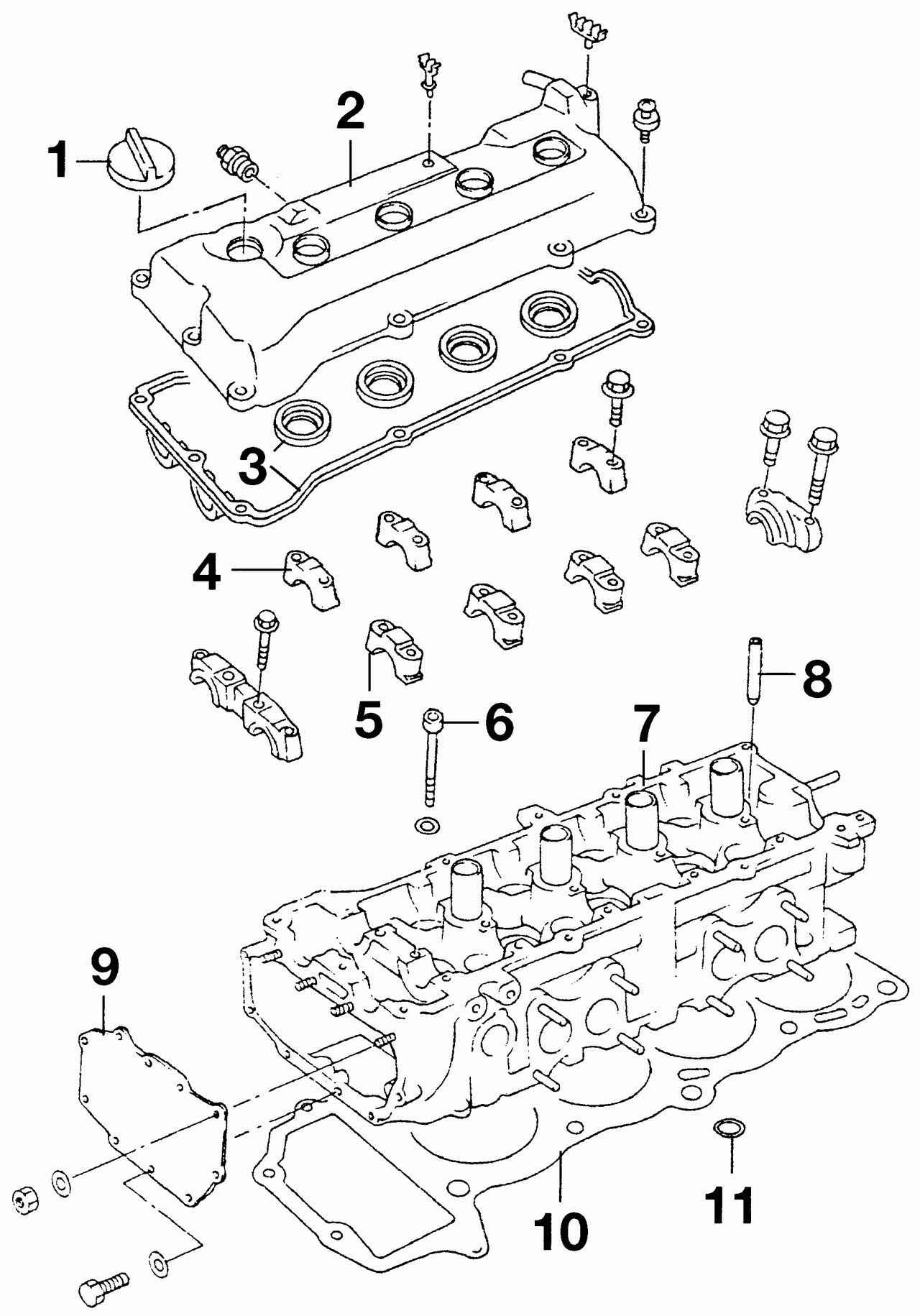
При сборке головки блока цилиндров необходимо смазать моторным маслом рекомендуемого качества все соприкасающиеся детали. При работе руководствуйтесь рис. 2.34. Очистите головку блока цилиндров и все снятые детали. Продуйте каналы головки блока цилиндров, обратив особое внимание на каналы смазки распределительных валов. При использовании ранее снятых клапанов установите их на свои места. Сборку клапанного механизма выполняйте в такой последовательности. Вставьте клапан в направляющую втулку, наденьте на направляющую втулку опорную шайбу, напрессуйте новый маслосъемный колпачок, поставьте пружину и тарелку пружины. Сожмите приспособлением пружину и установите сухари. Поставьте на ребро головку блока цилиндров и, слегка постукивая медным или бронзовым молотком по краям стержней клапанов, добейтесь правильной посадки сухарей. Установите на свои места толкатели с регулировочными шайбами. Установите выпускной коллектор с новыми прокладками, затем термоизолирующий экран. Установите впускной трубопровод с новой прокладкой. Установите трубопровод РОГ между впускным трубопроводом и выпускным коллектором. |